Introduction
Coal Conveyor Heat Detector – Early Warning System for Fire Prevention
Coal is inherently unstable and prone to self-heating and spontaneous combustion. A specialized coal conveyor heat detector is essential to identify these risks before they escalate into fire incidents.

The Hidden Risk in Coal Conveyors
• Unlike visible flames, coal fires often begin as
• Internal heat pockets
• Smouldering zones
• Friction-induced hot spots
• These are not detectable by standard fire systems.
How a Coal Conveyor Heat Detector Works
• The system continuously scans moving coal using infrared sensing technology, detecting even minor temperature variations.
• It identifies
• Buried hot spots inside coal
• Surface temperature rise
• Abnormal thermal patterns
Why Heat Detection is Critical
• Coal conveyors operate under
• High load conditions
• Long conveyor lengths
• Limited manual monitoring
• A heat detector ensures continuous automated surveillance, reducing dependency on human inspection.
Advantages Over Traditional Methods
• Detects heat before smoke or flame
• Works in enclosed or dusty conveyor galleries
• Reduces false alarms compared to flame detectors
• Enables proactive maintenance
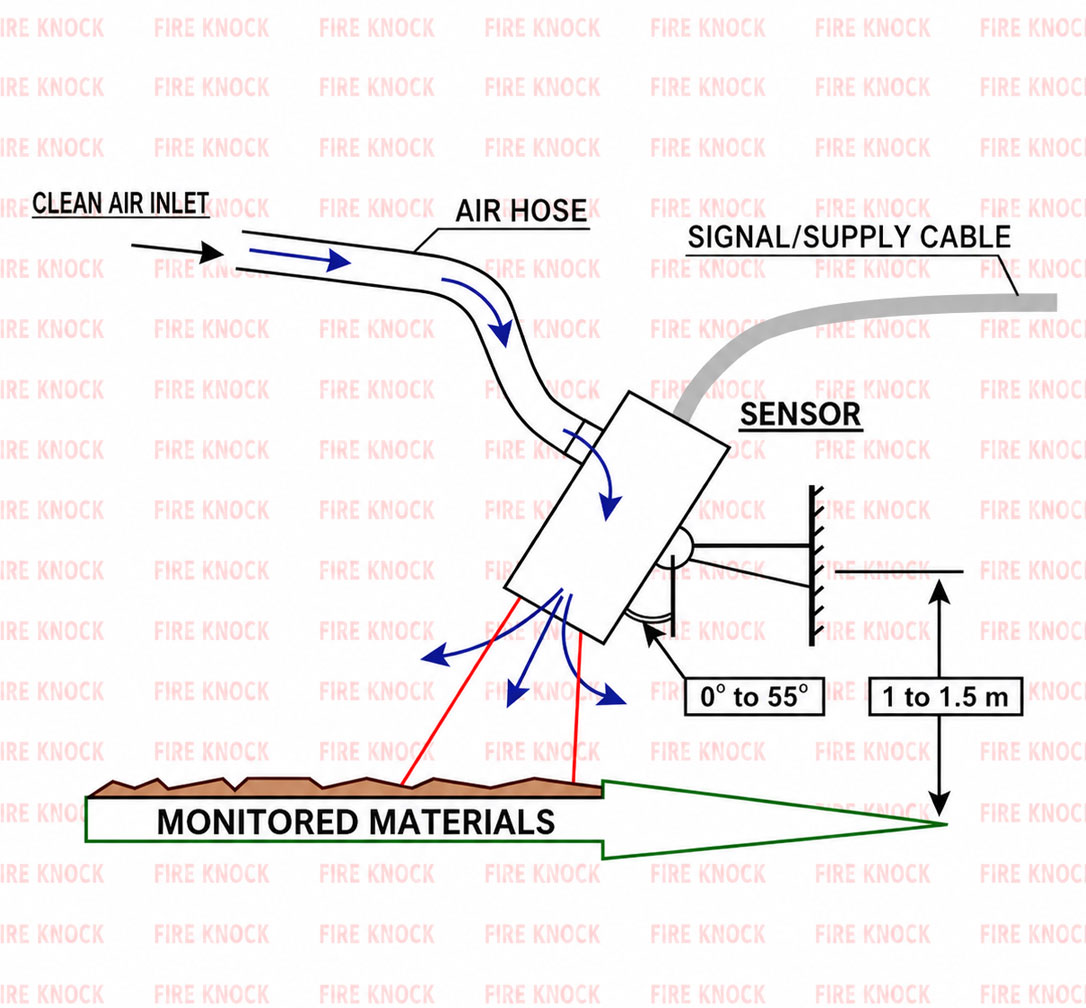
Typical Installation Setup
• Mounted above conveyor belt
• Covers full belt width
• Integrated with alarm and shutdown systems
Application Areas
• Thermal power stations
• Coal mines
• Port handling systems
• Cement plants
Get Expert Guidance
FIRE KNOCK provides application-specific solutions for conveyor fire detection systems across India, ensuring safety and reliability in demanding environments.
Contact us for technical consultation and system selection.
Mob: +91-9867064498
Email: fireknock09@gmail.com